
服務(wù)熱線(xiàn)
0755-26825352


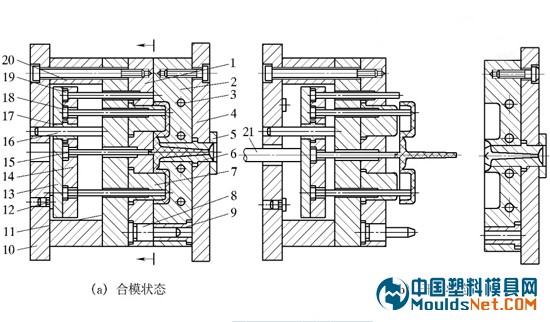
1—動(dòng)模板;2—定模板;3—冷卻水道;4—定模座板;5—定位圈;6—澆口套;7—型芯;
8—導柱;9—導套;10—動(dòng)模座板;11—支承板;12—支承釘;13—推板;
14—推桿固定板;15—拉料桿;16—推板導柱;17—推板導套;18—推桿;
19—復位桿;20—墊板;21—注射機頂桿
結構名稱(chēng) | 說(shuō) 明 | 零件名稱(chēng)(圖1為例) |
成形部件 | 是指動(dòng)、定模部分有關(guān)組成型腔的零件 | 動(dòng)模板1、定模板2 和凸模7 |
澆注系統 | 是將熔融的塑料從注射機噴嘴進(jìn)入模具型腔所經(jīng)的通道,它包括主流道、分流道、澆口及冷料穴 | 澆口套6、拉料桿15 、動(dòng)模板1 和定模板2 |
導向部件 | 在注射模中,用導向部件對模具的動(dòng)定模導向,以使模具合模時(shí)能準確對合 | 導柱8、導套9 |
推出機構 | 是指分型后將塑件從模具中推出的裝置 | 推板13 、推桿固定板14 、拉料桿15 、推板導柱 16、推板導套17 、推桿18 、支承釘12 和復位桿19 |
調溫系統 | 為了滿(mǎn)足注射工藝對模具溫度的要求,需要有調溫系統對模具的溫度進(jìn)行調整。一般熱塑性塑料的注塑模具主要是設計模具的冷卻系統 | 冷卻水道13 |
排氣系統 | 為了將成形時(shí)塑料本身?yè)]發(fā)的氣體排出模外,常常在分型面上開(kāi)設排氣槽。對于小塑件的模具,可直接利用分型面或推桿等與模具的間隙排氣 |
|
支承零部件 | 用來(lái)安裝固定或支承成形零部件及前述的各部分機構的零部件 | 定模座板4、定位圈5、支承板11 、支承釘12 、墊板20 和動(dòng)模座板10 |
側向分型與抽芯機構 | 當有些塑件有側向的凹凸形狀的孔或凸臺時(shí),須先把側向的凹凸形狀的瓣合模塊或側向的型芯從塑件上脫開(kāi)或抽出 |
|
